
Kompakte Systemlösung für Luft- und Wassereinspeisung bei Schweißrobotern:Schweißzangenkühlung fit für Industrie 4.0
Schweißprozesse in der Automobilindustrie müssen zuverlässig laufen, um eine reibungslose Fertigung zu gewährleisten. Die Punktschweißroboter stehen in den hoch automatisierten Produktionsanlagen der Automobilindustrie und ihrer Zulieferer mitunter zu hunderten in einer Montagehalle. Dabei spielt die optimale Kühlung der Schweißkappen eine entscheidende Rolle. Hier haben sich kompakte Plug-and-Play-Systemlösungen für eine automatisierte Strangregelung bewährt, die direkt neben der Versorgungsplattform des Roboters an der Fundamentbefestigung Platz finden. Dank Feldbus-Schnittstelle und der Bereitstellung zusätzlicher Sensorsignale steht Industrie-4.0-Konzepten jetzt nichts mehr im Weg.
Bei Punktschweißrobotern in der Automobilindustrie ist eine möglichst genaue Überwachung und Regelung der Kühlwassermenge zu den einzelnen Schweißzangen gleich aus mehreren Gründen sinnvoll, um die Kosten- und Energieeffizienz im Karosseriebau zu steigern: Die Durchflussmenge wird immer dem Bedarf angepasst, nicht nur im normalen Betrieb, sondern auch im Teilsystembetrieb sowie bei Anlagenerweiterungen. Man benötigt weniger Kühlwasser, ohne auf optimale Kühlbedingungen zu verzichten. Dadurch wird die Pumpwerksleistung bestmöglich ausgenutzt und bei Neuanlagen der tatsächliche Bedarf planbar. Durch geregelte Durchflüsse gehören zudem Schließschläge im Kühlwasserkreis, die zu Druckstößen im System und einem Fehlalarm bei den aktuellen Minimalflussüberwachungen führen können, der Vergangenheit an.
Richtig kühlen ist nicht einfach
Beim Punktschweißen ist die Kühlung der Roboterschweißzangen bzw. des vordersten Teiles, der Schweißkappen, absolut zwingend, um die durch die hohen Ströme hervorgerufene Wärmelast gezielt abzuführen. Die verwendeten Kappen sind bei diesem Verfahren zwar von vornherein als Verschleißteile ausgelegt, die regelmäßig getauscht werden müssen, aber führt man die Wärme nicht oder nur unzureichend ab, erhöht sich der Verschleiß und die Wechselintervalle verkürzen sich extrem. Dadurch entstehen nicht nur höhere Kosten, sondern es kommt zu zusätzlichem Produktionsausfall durch wartungsbedingte Anlagenstillstände. Um dies zu verhindern, strömen an die Schweißkappen der Punktschweißroboter je nach Werkstoff und Ausführung zwischen vier und acht Liter Kühlwasser pro Minute und Kappe. Das Kühlwasser hat dabei im Nennbetrieb eine Temperatur zwischen +20 °C und +40 °C und wird mit einem Druck von bis zu ca. 8 bar beaufschlagt. Nur wenn die Mengen überwacht werden, kann man jedoch sicher sein, dass die Kühlung im laufenden Betrieb auch ordnungsgemäß gewährleistet ist. Da sich die Schweißkappen trotz der Kühlung abnutzen, können beispielsweise Leckagen entstehen. Werden sie nicht rechtzeitig erkannt, kann austretendes Kühlwasser zu Anlagenstillständen führen und sogar zu einer Beschädigung anderer empfindlicher Anlagenkomponenten. Außerdem besteht für den Bediener das Risiko, durch Kühlwasseraustritt oder durch Flüssigkeiten auf dem Boden gefährdet zu werden. Die Kühlsysteme müssen also Leckagen oder Kappenverluste sehr schnell erkennen und im Fall der Fälle den Kühlmittelfluss sofort unterbrechen und absperren.
Platzsparende Montage auf der Roboterbefestigungsplatte
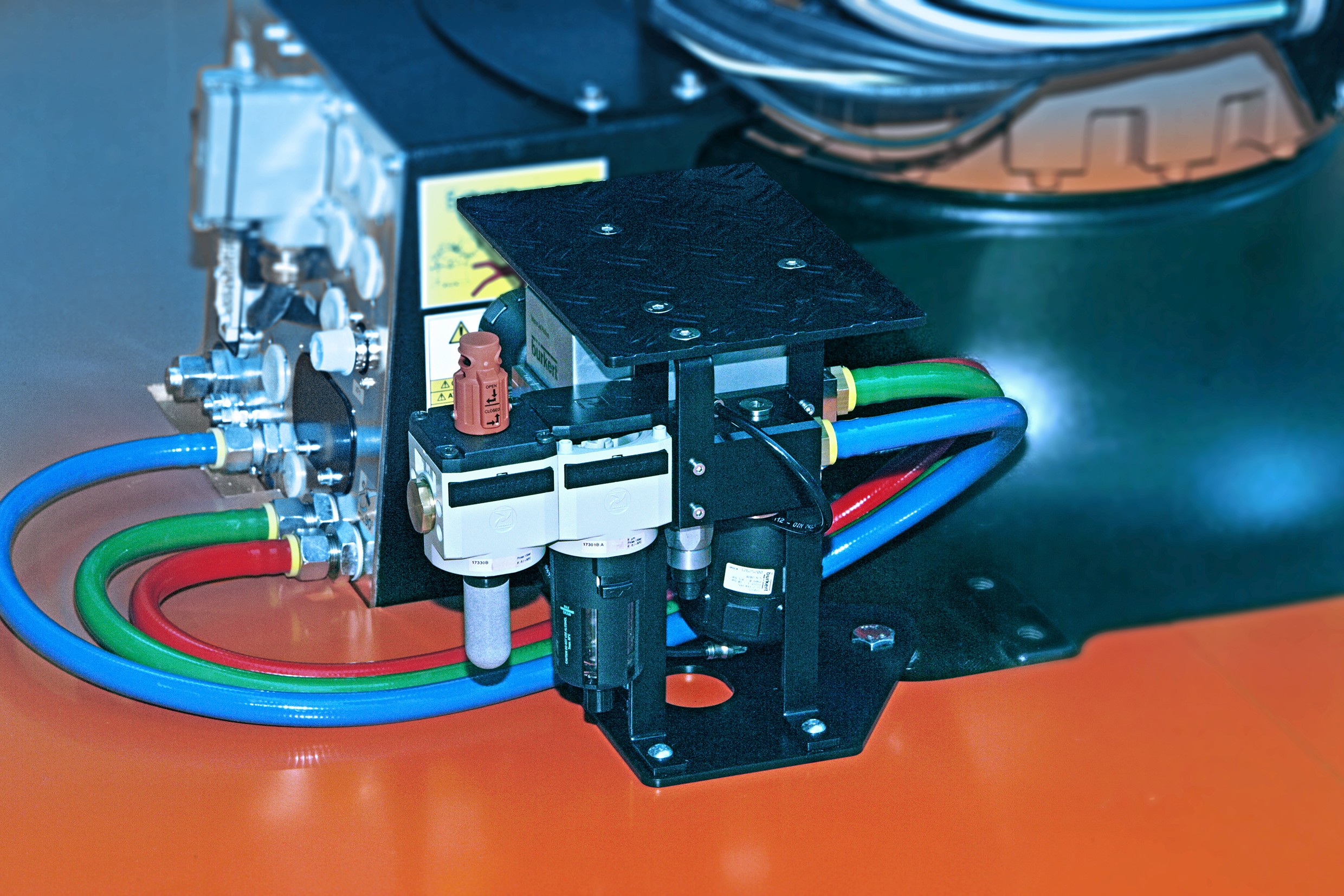
Bild: Kuka Deutschland GmbH
Für eine geregelte Schweißzangenkühlung hat Bürkert Fluid Control Systems deshalb schon vor einigen Jahren mit der Systemlösung Typ 8821 eine praxisgerechte Lösung entwickelt, die so kompakt ist, dass sie direkt neben der Versorgungsplattform des Roboters an der Bodenplatte Platz findet. Beim Schweißen wird der Roboter dann nicht durch das Kühlsystem in seinem Arbeitsbereich eingeschränkt, weshalb konventionelle Systeme oft anderorts untergebracht werden. Damit unterscheidet das System sich deutlich von den herkömmlichen, meist kühlschrankgroßen Lösungen. Die Anordnung an der Roboterbefestigungsplatte verkürzt zudem die wasserführenden Kühlschläuche zum Punktschweißwerkzeug beachtlich. Die Regelung und Abschaltungsüberwachung arbeiten dadurch wesentlich schneller als bei einer Anordnung weiter entfernt am Schutzzaun des Roboters. Eine manuelle Bedienung oder visuelle Überwachung des Kühlsystems entfällt, da alle Regelmerkmale und Überwachungsdaten per Feldbus am Bediengerät des Roboters oder der SPS eingestellt oder visualisiert werden können.
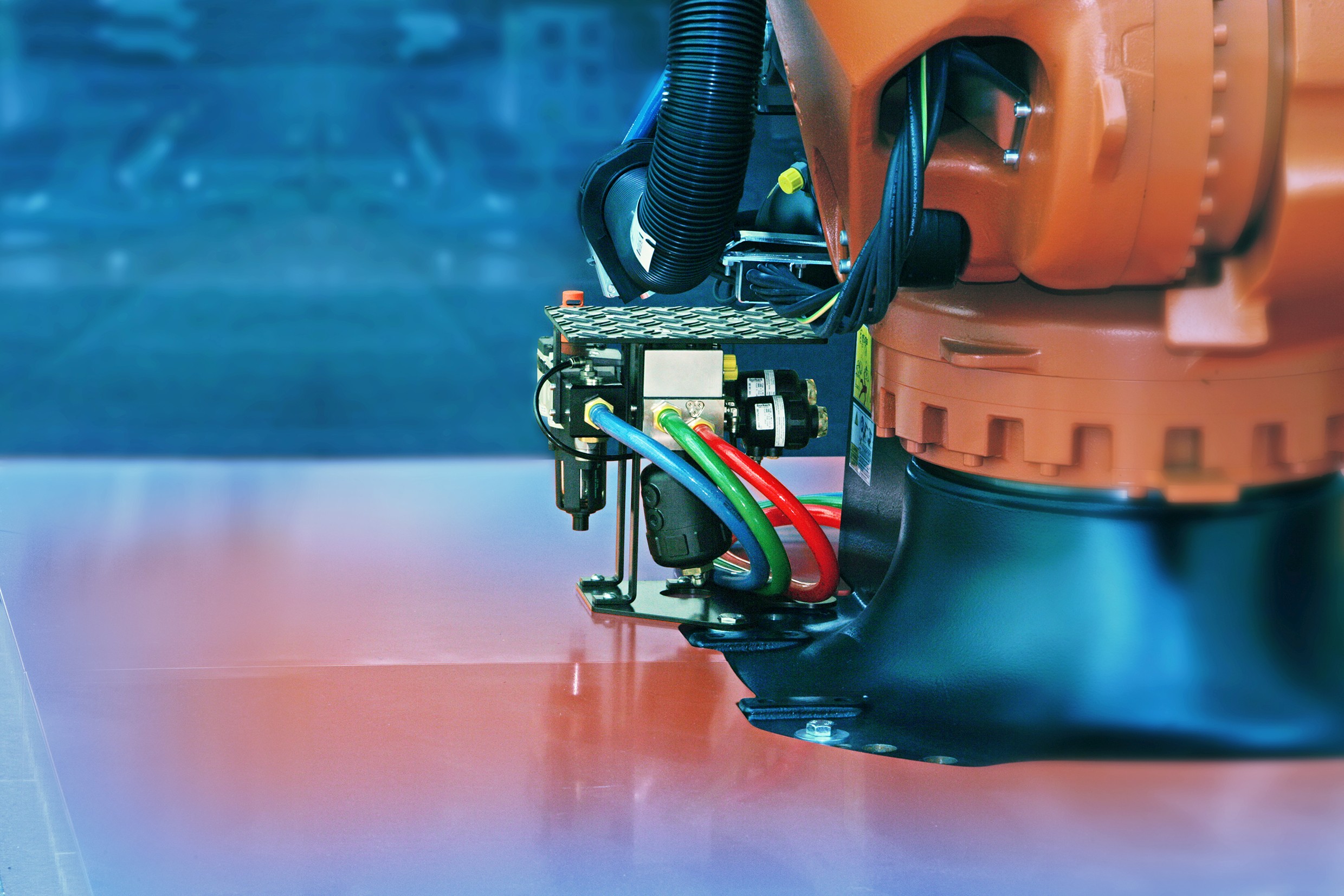
Bild: Kuka Deutschland GmbH
Die kompakte Systemeinheit, die das Resultat jahrzehntelanger Erfahrung ist, besteht aus Pneumatikmodul, Steuermodul mit integriertem Prozessregler und Kühlmittelmodul, die platzsparend, quasi „Huckepack“ aufeinander montiert sind. Die komplette Messtechnik ist im Steuermodul integriert, das gut zugänglich ist. Meist bleibt jedoch bei der Inbetriebnahme hier nicht viel zu tun, denn das System ist bereits werksseitig auf die gängigen Zweikreiszangen mit 16-mm-Kappen voreingestellt. Maximalbegrenzung und Sollwert sind bereits hinterlegt. Nur in Sonderfällen werden andere Werte am Controller menügeführt manuell angepasst.
Zukunftsweisendes Konzept
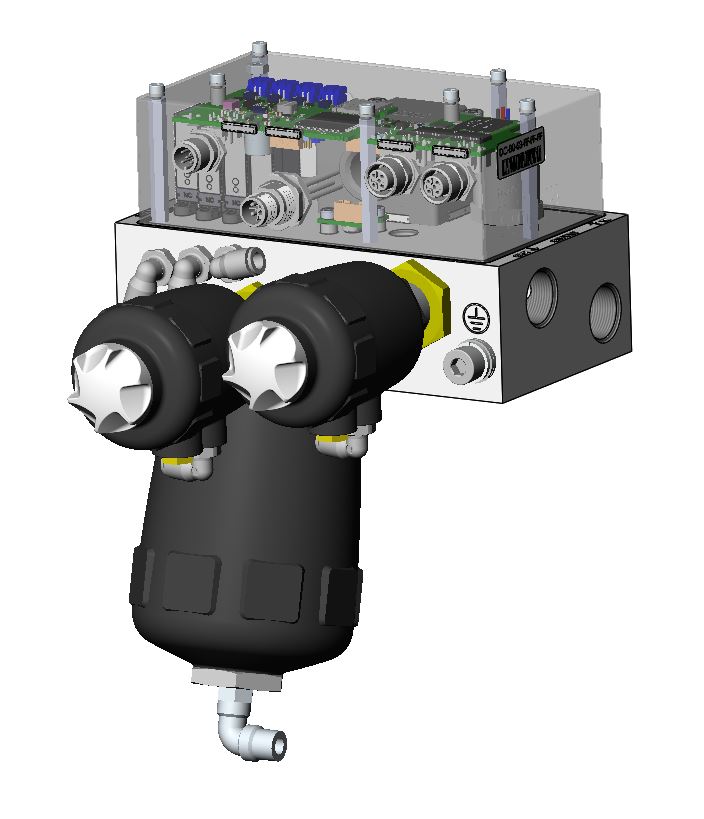
Bild: Bürkert Fluid Control Systems
Der im System eingesetzte Durchflusssensor arbeitet unter Referenzbedingungen mit einer Wiederholgenauigkeit von ± 0,4 % vom Messwert bei einer Fließgeschwindigkeit zwischen 0,3 m/s und 10 m/s. Neben dem Durchflusssensor sind weitere Sensoren zur Druck- und Temperaturerfassung integriert. Das Steuermodul kommuniziert direkt mit der übergeordneten Robotersteuerung oder SPS. Bei der neuesten Variante der Systemlösung zur Schweißkappenkühlung ist dies nun auch über PROFINET möglich. Dadurch wird die Lösung zu einem zukunftsweisenden Konzept:
Nicht nur die Offenheit für TCP/IP, sondern auch die auf Standard-Ethernet basierte Technik machen PROFINET zu einer zukunftssicheren Architektur, die eine Basis für Industrie-4.0-Konzepte schafft. So lässt sich z.B. die Anlagenverfügbarkeit steigern, indem die Prozessdaten nicht nur in der lokalen Steuerung verarbeitet werden, sondern auch in Cloud-Anwendungen für die Ferndiagnose sowie für Optimierungen zur Verfügung stehen. Die Systemlösung stellt dafür nicht nur die PROFINET-Schnittstelle, sondern dank der zusätzlichen Sensorik auch die entsprechenden Signale zur Verfügung, die der Anwender auch auf seinem Weg in Richtung Industrie 4.0 nutzen kann.
Einfache Inbetriebnahme
Die Inbetriebnahme des Systems zur Schweißzangenkühlung ist simpel. Codierte Anschlusstechnik und farbige Schläuche erleichtern die Inbetriebnahme von Pneumatik- und Kühlmitteleinheit. Bodenanker sind für die Befestigung nicht notwendig. Zur Inbetriebnahme müssen nur die Luftversorgungsleitung an der Eingangsseite der Pneumatikeinheit mittels Absperrhahn geöffnet und die Druckluftverbindungen geprüft werden. Ist das System dicht und mit ausreichend Druck versorgt (Eingangsdruckmessung), kann die Kühlmitteleinheit in Betrieb genommen werden.
Während des Betriebs lassen sich vier Systemmodi unterschieden. Im Inbetriebnahmemodus sind alle Komponenten in der Stellung „Hilfsenergieausfall“; die Prozesseingangswerte stehen über PROFINET zur Verfügung. Durch das Signal „System Run“ von der Robotersteuerung oder SPS wird nun der Schweißkappenkühlprozess in Gang gesetzt und betrieben. Der Controller im Steuerungsmodul regelt den voreingestellten Sollwert aus. Mit Überschreiten des unteren Grenzwertes und nicht Überschreiten des oberen Grenzwertes wird ein Signal (Wasserfluss i.O.) generiert und eine LED zeigt den regulären Kühlbetrieb an. Im Hand- und Wartungsmodus können Einstellungen auch direkt vor Ort vorgenommen werden.
Regeln rechnet sich
Einmal in Betrieb genommen, kann das Kühlsystem dann seine Vorteile so richtig ausspielen: Durch die direkte Anbindung des sensiblen Durchflusssensors und des Prozessreglers an die übergeordnete Robotersteuerung oder SPS ist der Kühlwasserdurchfluss jederzeit regelbar und wird an den tatsächlichen Bedarf angepasst. Die Schweißkappen werden von Anfang an ausreichend gekühlt und ein Kappenkleben wird zuverlässig reduziert. Außerdem gleicht das System die Wasserwiderstände unterschiedlicher Kühlungsleitungen durch die Regelung aus oder erkennt sie – wenn ungeeignet – sofort als fehlerhaft. Die werksseitigen Voreinstellungen sorgen zudem für eine Vereinheitlichung der Kühlwasserkreise, was letztendlich den Service deutlich erleichtert. Der geregelte Kühlwasserdurchfluss macht darüber hinaus eine nachträgliche manuelle Kalibrierung nach Veränderungen oder Erweiterungen überflüssig. Die Kühlmittelmenge ist reproduzierbar, Fehler werden schnell erkannt. Letztendlich verbessert sich dadurch die Schweißqualität und Prozesszuverlässigkeit. Zusätzlich ergeben sich Einsparungen in den Betriebskosten, denn die bedarfsgerechte Regelung senkt den Energieverbrauch. Pumpen müssen außerdem nicht mehr überdimensioniert werden, um genug Reserven zu haben. Die Kühlmittelkreisläufe in Schweißapplikationen zu regeln rechnet sich dadurch innerhalb kurzer Zeit und dank PROFINET-Schnittstelle sowie der Bereitstellung zusätzlicher Sensorsignale steht zudem neuen Industrie-4.0-Konzepten nichts mehr im Weg.
Weitere Informationen zum Thema finden Sie unter https://www.buerkert.de/de/Produkte-Applikationen/Individuelle-Loesungen/Anwendungsbeispiele/Kuehlmittelkreislaeufe-in-Schweissapplikationen-automatisch-ueberwachen
Weitere Informationen unter: