Neues Antriebskonzept für eine Mikrozahnringpumpe:ATEX-Motor mit integrierter Steuerung
Es gibt viele Bereiche, die nach anwendungsspezifischen Antrieben verlangen. Oft bieten dann zuverlässige DC-Kleinstmotoren und Motion Controller als Basiskomponenten gute Voraussetzungen für maßgeschneiderte Lösungen. Druckfest gekapselt eignen sie sich sogar für den Einsatz in explosionsgefährdeten Bereichen, z.B. als Antrieb für Mikrozahnringpumpen, die in der Verfahrenstechnik eingesetzt werden und sich auch schon bei der Trinkwasseraufbereitung bewährt haben.
So unterschiedlich wie die Anwendungen sind die Anforderungen, die kleine DC-Motoren heute erfüllen müssen. Dabei kommt es bei der Auswahl eines passenden Antriebs keineswegs nur auf benötigtes Drehmoment oder die Drehzahl an. Eine nicht zu unterschätzende Rolle spielen Abmessungen, Umgebungsbedingungen, dynamische Anforderungen und der Energieverbrauch. Der Antriebsspezialist FAULHABER hat deshalb DC-Klein- und Kleinstmotoren in den unterschiedlichsten Baugrößen und Varianten im Programm, angefangen von grafit- und edelmetallkommutierten Ausführungen bis hin zu bürstenlosen, elektronisch kommutierten DC-Kleinmotoren. Basierend auf den Standardprodukten lassen sich dann auch kundenspezifische Lösungen in kurzer Zeit realisierten, zumal die Motoren mit unterschiedlichen Präzisionsgetrieben, hochauflösenden Inkremental- oder Absolut-Encodern sowie leistungsfähigen Speed- und Motion-Controllern kombinierbar sind.
Bewährtes kann verbessert werden

Bild: FAULHABER
Ein Beispiel dafür liefert eine kundenspezifische Antriebsentwicklung der Mattke AG, Freiburg. Dabei kooperierten die Freiburger Mechatronikspezialisten eng mit den Antriebsexperten aus Schönaich, um ein ex-geschütztes Antriebssystem – bestehend aus DC-Servomotor und Motion Controller – für eine Mikrozahnringpumpe zu entwickeln. Hier kam als dritter Partner der Pumpenspezialist HNP Mikrosysteme GmbH, Schwerin, ins Spiel. Das Unternehmen ist spezialisiert auf die Entwicklung und Herstellung von Mikrozahnringpumpen zur hochpräzisen Dosierung und Förderung kleinster Mengen niedrig- bis hochviskoser Flüssigkeiten und war nun an einer Weiterentwicklung interessiert.
Die Pumpe, für die eine neue Antriebslösung gewünscht wurde, wird vorwiegend in verfahrenstechnischen Anlagen eingesetzt. Ihr Design und damit auch der Bauraum für den Antrieb war bereits vorgegeben. Durch den neuen ATEX-Motor mit integrierter Steuerung sollten nun diese, bereits im vielfachen Einsatz bewährten Pumpen noch leistungsfähiger und besser ansteuerbar werden; außerdem wollte man den benötigten Einbauraum verringern, also möglichst die bisher externen Regelkomponenten einsparen. Eine integrierte Lösung war deshalb erforderlich.
Standardkomponenten als Basis

Bild: FAULHABER
Grundlage für ihre Entwicklung bildete schließlich ein bürstenloser DC-Servomotor der Baureihe 3268BX4. Für diese Auswahl sprachen gleich mehrere Argumente: So verleiht die Vierpoltechnologie diesen Antrieben trotz der mit 32 mm Durchmesser und 68 mm Länge kompakten Abmessungen ein hohes Dauerdrehmoment von 96 mNm bei ruhigen Laufeigenschaften und geringem Geräuschpegel. Der modulare Aufbau ermöglicht den Einsatz unterschiedlicher Rotorkonzepte, über die sich eine optimale Anpassung des Drehmoments bei hohem oder niedrigen Drehzahlniveau realisieren lassen.
Bild: FAULHABER
Durch die elektronische Kommutierung ist die Lebensdauer im Vergleich zu mechanisch kommutierten Motoren um ein Vielfaches höher und dank der eingesetzten Hallsensoren können auch ohne zusätzlichen Encoder Drehzahlen bis ca. 3000 U/min stabil geregelt werden. Das flexible Motorkonzept bietet zudem die Möglichkeit die Motoren mit unterschiedlichen Motion Controllern zu kombinieren. In der beschriebenen Pumpenanwendung wurde der DC-Servomotor z.B. mit einem Controller der Serie MCBL 3003 ergänzt, der über eine CANopen- oder RS232-Schnittstelle angesteuert wird.
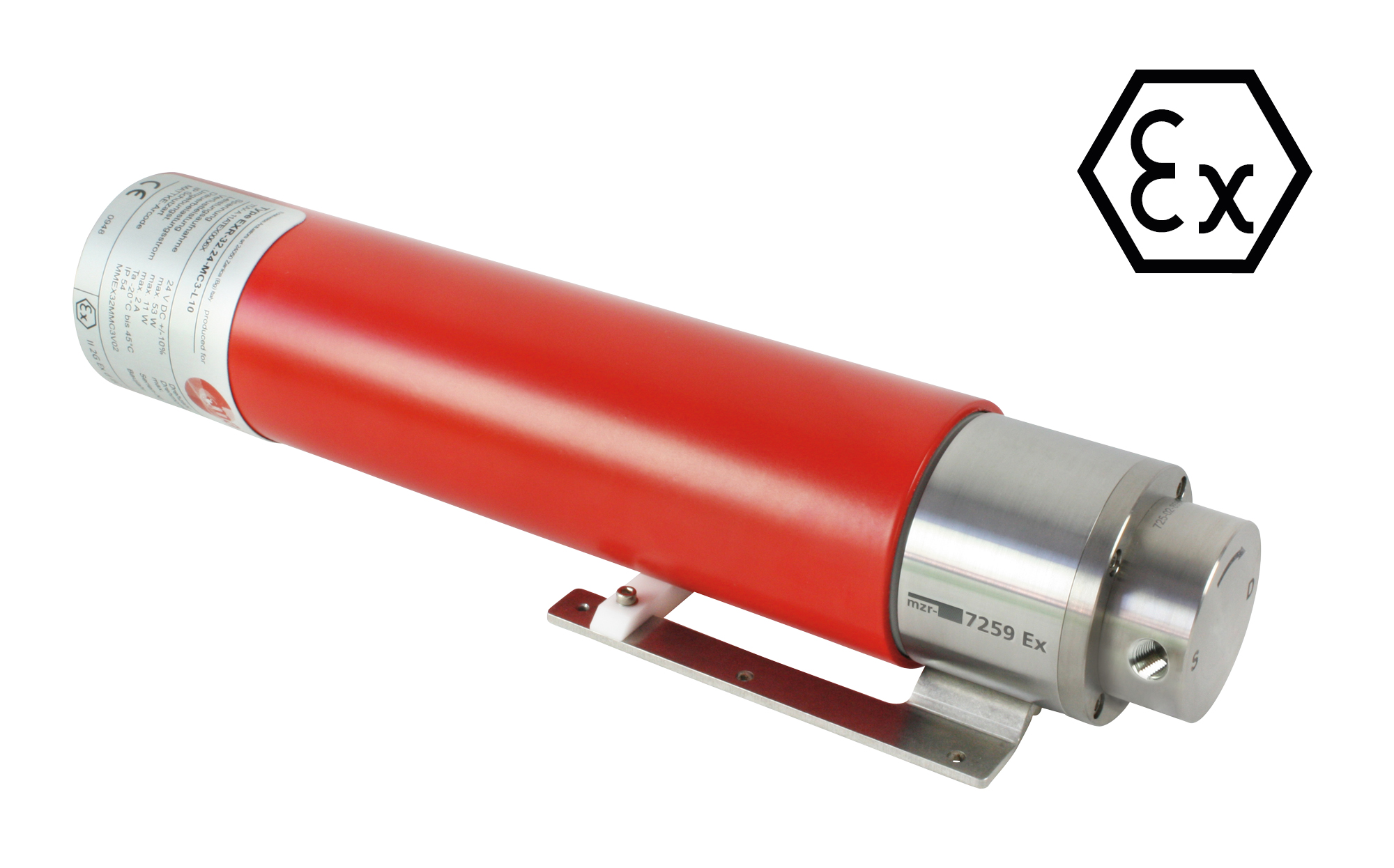
Ummantlung für die ATEX-Zulassung
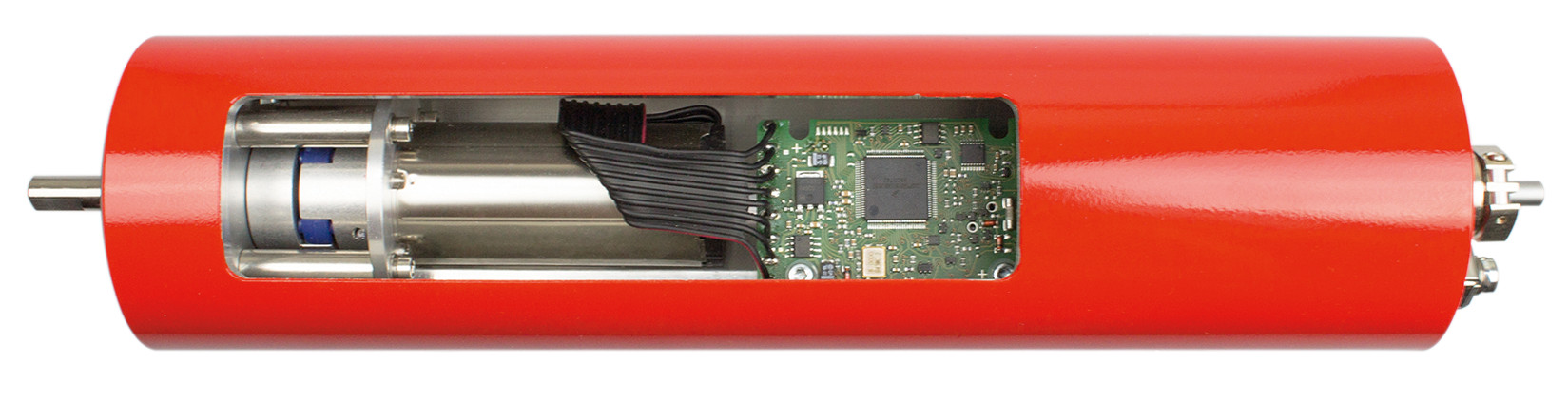
Bild: Mattke
Für diese Kombination entwickelten die Mattke-Ingenieure ein druckfest gekapseltes Gehäuse, das es bisher in dieser Form am Markt noch nicht gab. Motion Controller und Motor sind dabei in einer speziellen Aufnahmevorrichtung eingebettet, die ihrerseits in einem vorn und hinten verschlossenen Metallrohr untergebracht ist. Dadurch sind keine umständlichen Ex-Schutzvorkehrungen für die sensible Elektronik des Servoreglers oder den Motor mehr notwendig. Außerdem werden so Signalverluste und Störungen vermieden, die durch lange Zuleitungen entstehen, wenn die Elektronik vom Motor getrennt außerhalb des Ex-Bereichs platziert werden muss. Das erleichtert sowohl dem Pumpenhersteller als auch dem Anwender das Leben, denn die, für die Pumpen meist vorgeschriebene, ATEX-Zertifizierung ist durch die Ummantelung des Antriebs keine Hürde mehr. Anwendungsbereiche für den integrierten ATEX-Pumpenantrieb finden sich überall in der Verfahrenstechnik. So wurde der neue Antrieb gleich nach Fertigstellung in einer hermetisch inerten Mikrozahnringpumpe von HNP verbaut, die in einer Wasseraufbereitungsanlage Bleichlauge fördert. Diese konzentrierte, wässrige Lösung aus NaOCL wirkt hier als selektives Oxidations- und Desinfektionsmittel. Die Pumpe ermöglicht einen Volumenstrom von 0,48 ml/min bis 240 ml/min sowie Differenzdrücke von 0 bis 10 bar.
Titelbild: Mattke